
焊接不銹鋼與焊接碳鋼有很大不同,如果操作不當可能會導致晶間腐蝕,熱裂紋和應力腐蝕開裂等問題。最適合焊接的不銹鋼通常在奧氏體系列中。焊接奧氏體304不銹鋼時,304級具有較低的碳,具有添加的穩定劑,這有助于阻止晶間腐蝕。諸如430級或439級的鐵素體不銹鋼也易于焊接,雙相不銹鋼也是如此。馬氏體不銹鋼通常不適合焊接,但是,可以焊接一些碳含量較低的馬氏體不銹鋼。對于沉淀硬化不銹鋼,應注意確保在焊接過程中不損害原始機械性能。焊接不銹鋼的過程取決于材料的厚度和光潔度,以及不同焊接方法的使用。
三種最常見的不銹鋼焊接方法
不銹鋼加工工藝中最常使用三種不銹鋼焊接方法,它們是手工焊接(MMA),MIG / MAG焊接和TIG焊接:
1.手工焊接(MMA):手工焊接是一種非常常見且易于使用的焊接方法。電弧的長度由人手調節,并由電極和工件之間的間隙的大小決定。同時,當用作電弧載體時,電極也是焊接填充材料。這種焊接方法簡單,可用于焊接幾乎任何材料。對于戶外使用,即使在水下使用,它也非常適應。大多數電焊工可以進行TIG焊接。在電極焊接中,電弧的長度由人手確定:當您更改電極和工件之間的間隙時,您還可以更改電弧的長度。在大多數情況下,焊接使用直流電,并且電極既用作電弧載體又用作焊接填充材料。電極由合金或非合金金屬芯線和電極條組成。該層保護焊縫免受空氣影響并穩定電弧。它還會形成熔渣層并保護焊縫不會形成熔渣層。電極可以是鈦電極或堅固的電極,由藥物決定。皮膚的厚度和成分。鈦電極易于焊接,焊縫平整美觀。此外,爐渣易于清除。如果電極存放很長時間,必須重新烘烤。因為空氣中的水分會迅速積聚在電極中。

2. MIG / MAG焊接:這是一種自動氣體保護焊接方法。在該方法中,電弧在保護氣體的屏蔽下在電流載體線和工件之間燃燒。由機器供給的電線充當電極并在其自身的電弧下熔化。由于MIG / MAG焊接方法的多功能性和特殊性,她仍然是世界上最廣泛的焊接方法。它用于鋼,非合金鋼,低合金鋼和高合金基材料。這使其成為生產和維修的理想焊接方法。焊接鋼時,MAG可以滿足厚度僅為0.6 mm的薄規格鋼板的要求。這里使用的保護氣體是反應性氣體,例如二氧化碳或混合氣體。唯一的限制是,在進行室外焊接時,必須保護工件免受潮濕影響,以保持氣體的效果。MIG焊接是一種半自動工藝,如果正確完成,可以很好地連接兩塊不銹鋼。該過程使用富氬保護氣體和實心線電極。MIG焊接很受歡迎,因為它允許焊工使用脈沖電流源,這可以更容易地焊接復雜的不銹鋼項目上難以觸及的點。其他氣體混合物,包括具有氦氣,氧氣和二氧化碳的氣體混合物,通常用于穩定電弧并改善焊接質量。

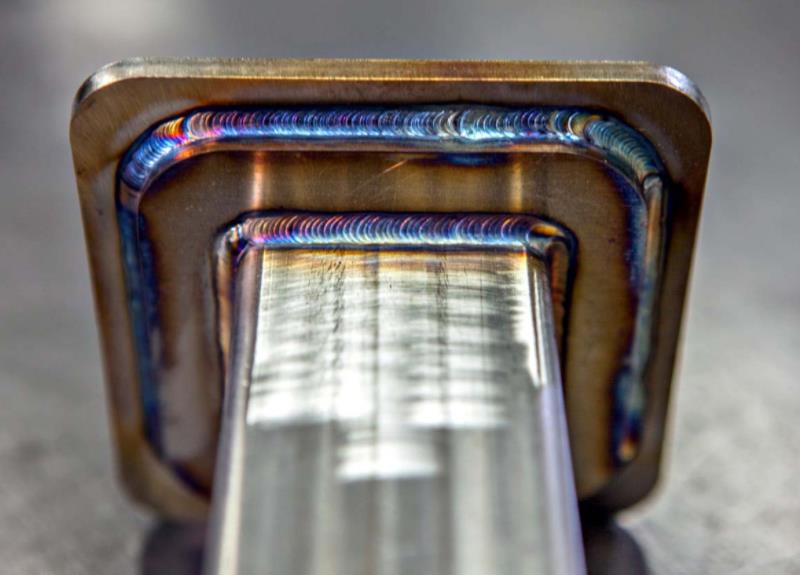
3. TIG焊接:在耐火鎢絲焊絲和工件之間產生電弧。這里使用的保護氣體是純氬氣,供應的焊絲不帶電。電線可以手動或機械輸送。還有一些不需要喂線的特定用途。要焊接的材料決定是使用DC還是AC。當使用直流電時,鎢焊絲設置在負極上。由于它具有深穿透能力,因此適用于不同類型的鋼,但對焊池沒有任何“清潔效果”。 TIG焊接方法的主要優點是可以焊接的材料種類繁多。包括厚度為0.6mm或更大的工件,包括合金鋼,鋁,鎂,銅及其合金,灰鑄鐵,普通干燥,各種青銅,鎳,銀,鈦和鉛。主要應用領域是薄和中厚工件的焊接,這些工件在較厚的部分上用作焊接根部焊縫。TIG具有高品質,多功能性和長壽命,是最常用的焊接工藝。這種焊接工藝產生的熱量輸入較低,因此非常適合薄材料。氬氣通常與其他氣體混合,具體取決于具體項目的需要,包括氦氣,氫氣和氮氣。為了防止氧化并提高耐腐蝕性,可以使用單面焊接工藝在內部和外部焊縫之間產生惰性背襯氣體保護。

哪種不銹鋼焊接方法最好?
為您的項目選擇合適的不銹鋼焊接方法實際上取決于您正在尋找的品質。如果您正在尋找更實惠的焊接,點手工焊接可能是這項工作的最佳選擇。但如果我們使用的材料很薄,那么TIG或鎢極電弧焊可能是更好的選擇。

如何避免焊接的時候變形
當您焊接不銹鋼時,要確保在焊接前徹底清潔鋼材。由于鉻含量高,您必須清潔不銹鋼。如果在表面上使用鋼絲刷,它應該是干凈的。這將消除任何鉻堆積,油脂,油,油漆和污垢。在能夠正確焊接之前,必須確保不銹鋼完全沒有任何碎屑。
焊接不銹鋼時應始終使用低熱量。大多數情況下,不銹鋼是非常薄的板材,如果你不使用低熱量焊接它就容易變形。從冷卻設置開始,然后如果需要更強的焊接和更好的穿透,則緩慢加熱。不銹鋼板需要像汽車車身板一樣焊接。將它們焊接在幾個地方,然后再填寫。這樣可以減少變形的可能性,您可以輕松確保所有內容都正確對齊。另一種避免鋼材變形的方法是在短時間內焊接三到四秒鐘。然后,停止并讓鋼冷卻,然后再次焊接。











