
在氣焊過程中,氣焊絲的正確選用是很重要的,因為它被不斷地送入熔池內,并與熔化的基體金屬熔合形成焊縫。所以焊縫的質量在很大程度上和氣焊絲的質量有關,為此必須給予重視。
氣焊絲的化學成分應基本上與焊件相符合,保證焊縫具有足夠的力學性能。焊絲表面應無油脂、銹斑及涂料等污物。焊絲應能保證焊縫具有必要的致密性,即不產生氣孔及夾渣等缺陷。氣焊絲的熔點應與工件熔點相近,并在熔化時不產生強烈的飛濺或蒸發。
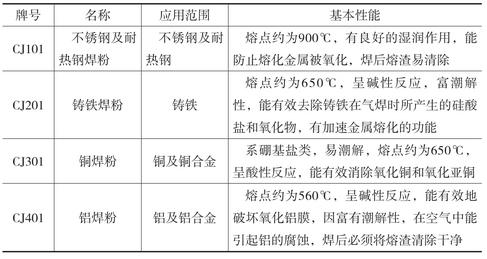
氣焊時,為了防止金屬的氧化及消除已經形成的氧化物,在焊接有色金屬、鑄鐵以及不銹鋼等材料時,通常須采用氣焊用熔劑,氣焊用焊劑的種類、用途及性能見表1-2。
表1-2 氣焊用熔劑的種類、用途及性能
起化學作用的熔劑是由一種或幾種酸性氧化物(或堿性氧化物)組成的,所以又分成酸性和堿性兩種。如被焊金屬產生的氧化物是酸性的,就采用堿性的熔劑中和它;相反,如被焊金屬產生的氧化物是堿性的,就采用酸性的熔劑中和它。酸性氧化物和堿性氧化物中和后形成低熔點的鹽類。
在氣焊前,氣焊熔劑可以直接撒在焊件坡口上,或蘸在氣焊絲上加入熔池。在高溫下,它與金屬熔池內的金屬氧化物或非金屬夾雜物相互作用生成熔渣。同時,由于生成的熔渣覆蓋在熔池表面,而把熔池與空氣隔絕開來,這就防止了熔池金屬在高溫時被繼續氧化,從而改善了焊縫金屬的質量。
贊 0











