
1. 釬焊工藝
異種金屬氣體火焰釬焊時(shí),釬料應(yīng)根據(jù)兩種金屬材料的材質(zhì)和接頭的使用要求來(lái)選擇。所選用的釬劑應(yīng)能同時(shí)清除兩種焊件表面的氧化物,并能改善液態(tài)釬料對(duì)它們的潤(rùn)濕作用,例如釬劑QJ200適用于不銹鋼與純銅的釬焊。
當(dāng)釬焊接頭采用套接形式時(shí),被套入件的線膨脹系數(shù)如果大于外套零件,可適當(dāng)增大預(yù)留間隙;反之,則應(yīng)當(dāng)適當(dāng)減小間隙。
兩種金屬的熱導(dǎo)率不同,加熱時(shí),火焰應(yīng)對(duì)著熱導(dǎo)率大的焊件,這樣才能使接頭溫度一致。
2. 異種金屬火焰釬焊操作實(shí)例
(1)硬質(zhì)合金車刀的火焰釬焊。
車刀的刀桿為碳鋼,而刀頭為硬質(zhì)合金,如圖4-5所示,采用火焰釬焊的方法進(jìn)行焊接。

圖4-5 待焊硬質(zhì)合金車刀
①焊前處理。焊前一般采用噴砂或在碳化硅砂輪上手工輕輕磨去硬質(zhì)合金刀片釬焊面的表層,切不可用砂輪機(jī)或磨床磨削,這樣易使刀片產(chǎn)生裂紋,更不可采用化學(xué)機(jī)械磨的方法,這樣會(huì)將刀片表面的鈷腐蝕掉,而使釬料很難潤(rùn)濕刀片,造成釬焊接頭強(qiáng)度下降,甚至根本焊不牢。刀槽在釬焊前應(yīng)用銼刀將毛刺去除,并進(jìn)行噴砂處理,然后用汽油、丙酮將粉塵清除干凈。
②釬料和釬劑的選擇。釬料一般選用HL103,也可采用錫黃銅焊絲HS221或硅黃銅焊絲HS224。釬劑采用釬劑QJ102或用脫水硼砂。當(dāng)使用脫水硼砂時(shí),為了降低熔點(diǎn),可采用硼砂60%+硼酸40%。當(dāng)釬焊碳化鈦含量較高的硬質(zhì)合金刀片時(shí),可在硼酸中加入10%左右的氧化鉀或氟化鈉,以提高釬劑的活性。
③釬焊的方法。首先將刀片放入刀槽后,用氧-乙炔焰火焰加熱刀槽四周,直至呈暗紅色為止,同時(shí)要少許加熱刀片。用輕微的氧化焰將HL103或HS221加熱后蘸上釬劑102或硼砂、硼砂50%+硼酸50%。繼續(xù)加熱刀槽四周,當(dāng)其呈現(xiàn)出深紅色時(shí),應(yīng)立即將蘸有釬劑的釬料送入接頭縫隙處,利用刀槽的熱量,使其快速熔化,并滲入填滿間隙處,實(shí)際操作如圖4-6所示。
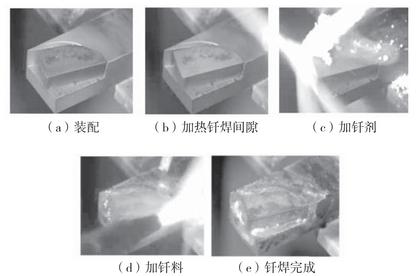
圖4-6 火焰釬焊車刀過(guò)程
④焊后處理。釬焊后應(yīng)立即將刀具埋入草木灰中緩冷,或直接放入370~420℃的爐中進(jìn)行低溫回火,并保溫2~3h,這對(duì)減小應(yīng)力和防止產(chǎn)生裂紋起很大的作用。
(2)熱交換器接管的釬焊。
火焰釬焊如圖4-7所示的熱交換器接管。熱交換器封頭的材質(zhì)是厚為1.5mm的H62黃銅,其規(guī)格分別為φ35mm×1.5mm、φ35mm×1mm和φ8mm×1mm。
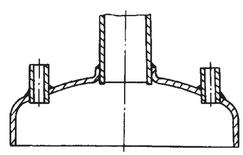
圖4-7 熱交換器接管
①焊前處理 焊前用銅絲刷和金相砂紙,將待焊處的接管和孔清理干凈。
②選用直徑為1.2~2mm的HL302釬料,釬劑用釬劑QJ102或采用硼砂50%+硼酸35%+氟化鈉15%。
③采用H01-12型焊炬、2~3號(hào)焊嘴、輕微的氧化焰,沿接管四周均勻加熱,并使焊嘴上下擺動(dòng),使整個(gè)釬縫受熱均勻。
④當(dāng)紫銅接管被加熱到橘紅色后,用被加熱的釬料棒蘸上釬劑沿釬縫涂抹,待釬劑熔化并填滿間隙后,再向釬縫處添加釬料,使其熔化填滿間隙。
⑤用外焰前后移動(dòng)加熱套接部分,如圖4-8(a)所示。此時(shí)火焰切不可指向釬縫。如果釬縫未形成飽滿的圓根,可再加些釬料直至整個(gè)釬縫形成飽滿圓根為止。
⑥釬焊較粗的管子時(shí),釬料可分幾次沿釬縫加入,如圖4-8(b)所示,待一段釬料滲透完后,再釬焊下一段。
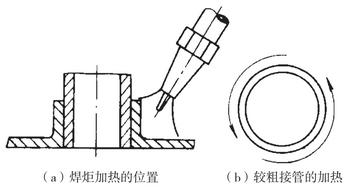
圖4-8 管接頭釬焊示意圖
⑦焊后可向釬焊處傾倒熱水,同時(shí)用毛刷刷洗,直至去掉殘留的釬劑和熔渣為止。











