
一、機械氣割的參數選擇與尺寸控制
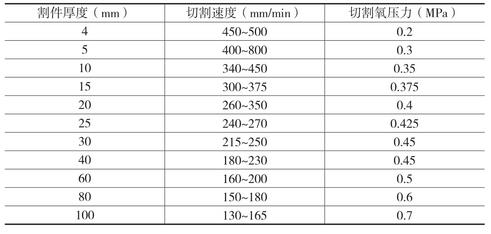
(1)為提高切口的質量應選用超音速流線形割嘴,并按表5-12選擇氣割工藝參數。當使用普通割嘴進行機械氣割時,不同的板厚的切割速度和切割氧壓力可按表5-13進行選擇。
表5-12 超音速流線形割嘴的氣割工藝參數
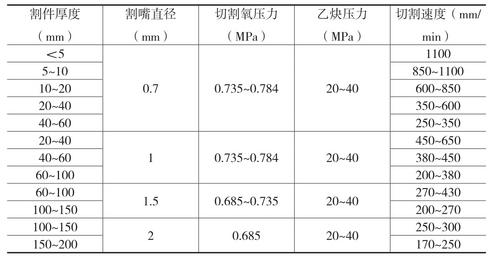
表5-13 機械氣割鋼板厚度與切割速度及切割氧壓力的關系
(2)當用氣割機切割曲線、有拐點的零件及中等厚度的鋼板時,割嘴應始終保持與工件表面垂直。
(3)正確選擇切割工藝參數外,應盡可能在鋼板的余料部分起割。當不能在余料部分起割時,可從鋼板邊緣氣割一個“Z”形曲線,如圖5-25所示,以限制因余料變形而引起的零件位移。
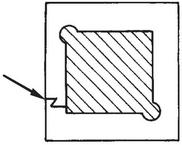
圖5-25 從鋼板邊緣起割的方法
(4)氣割組合套料零件時,應正確選擇切割順序和方向,以使其主要部分和面積較大的鋼板在較長時間內保持連接。例如切割圖5-26這樣重復而數量較多的零件時,應從鋼板的一端開始依次切割。

圖5-26 組合套料零件的起割方法
二、CGl-30型氣割機的操作
CG1-30型氣割機是一種小車式半自動氣割機。它能切割板厚為5~60mm的直線和圓形割件。切割速度為50~750mm/min(無級調速),切割圓周直徑為200~2000mm。CG1-30型氣割機具有構造簡單、重量輕、操作維護方便等優點,因此是目前國內使用較廣的一種半自動氣割機。CG1-30型氣割機的構造如圖5-27所示。
操作過程如下:
(1)將電源(220V交流電)插頭插入控制板上的插座內。電源接通后,指示燈便亮。
(2)將氧氣和乙炔膠管接到氣體分配器上,并調節好氧氣和乙炔的使用壓力。
(3)根據工件的厚度選用割嘴,并擰緊。
(4)當采用雙割炬氣割時,應將氧氣和乙炔膠管與兩組調節閥接通。
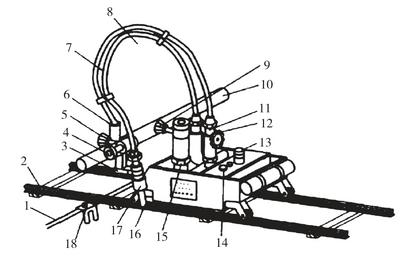
圖5-27 CG1-30型半自動氣割機
1—半徑桿;2—導軌;3—夾持器;4—割炬升降手輪;5—割炬橫移手輪;
6—升降桿;7—氧氣軟管;8—乙炔軟管;9—齒條橫移手輪;10—帶齒條橫移桿;11—乙炔接頭;12—氧氣接頭;13—電源插座;14—調速旋鈕;
15—壓力開關;16—割嘴;17—割炬;18—定位架
(5)直線氣割時,將導軌放在待割鋼板上,然后將氣割機放在導軌上,使有割炬的一側朝著氣割工,并校正好導軌,調節好割炬與切割線之間的距離以及割炬的垂直度。氣割圓件時,應裝上半徑架,調好氣割半徑,抬高定位針,并使靠定位針一側的滾輪懸空。氣割坡口時,應調好割嘴與割件的傾斜角。
(6)扳動倒順開關放在需要的位置。根據割件的厚度調整好切割速度,并開始在割嘴處點火,調整好預熱火焰能率,并檢查切割氧流的挺直度。
(7)將離合器合上,并開啟壓力開關閥,使切割氧與壓力開關的氣路相通,并將起割開關扳在停止位置。
(8)將割件預熱到燃燒溫度后,開啟切割氧氣閥,割穿割件,同時由于壓力開關的作用使電動機的電源接通,氣割機行走,氣割工作開始。
(9)氣割時,若不開啟壓力開關閥,使切割氧與壓力開關不接通,也即不使用壓力開關時,可直接用起割開關來接通和切斷電源。
(10)氣割過程中,旋轉升降桿上的調節手輪可隨時調節割嘴與割件間的距離。
(11)氣割結束時,先關閉切割氧氣閥,此時打開壓力開關,使電動機的電源切斷,接著關閉壓力開關閥和預熱火焰。應該注意壓力開關不能先關閉,否則由于高壓氧氣被封在管路內,使壓力開關繼續工作,而電動機電源不能切斷。在整個工作結束后,切斷控制板電源和停止氧氣和乙炔的供給。











