
1. 可轉動鋼管的氣割
先用預熱火焰加熱圖5-50中的位置1,預熱時應使割嘴與管子的表面垂直。
待管壁被割穿后,割嘴應立即上傾到與起割點切線成70°~80°角的位置。在氣割過程中,割嘴隨切口向前移動的同時,應不斷改變位置,要保證70°~80°這一氣割角度不變,如圖5-50中的位置2~4。
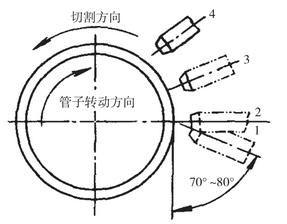
圖5-50 氣割可轉動鋼管的示意圖
可轉動鋼管在氣割時,可分段進行,即每隔一段后可暫停一下,待鋼管稍加轉動時,可分2~3次割完,氣割直徑較大的鋼管時,可適當的多割幾次,但分割的次數不宜過多。
2. 水平固定鋼管的氣割
氣割分兩部分進行,首先用預熱火焰加熱鋼管的下部,加熱時割嘴應垂直于鋼管表面,如圖5-51(a)所示。
當鋼管的表面被加熱到呈亮紅色時,應將割嘴轉到如圖5-51(b)所示的位置,并開啟切割氧調節閥,使割嘴沿切割線與鋼管切線成70°~80°傾角,進行方向Ⅰ的切割,如圖5-51(c)所示。
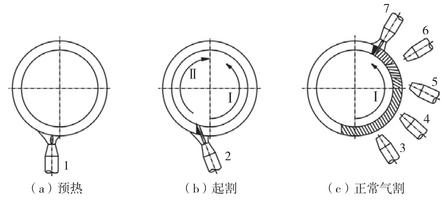
圖5-51 氣割水平固定鋼管的示意圖
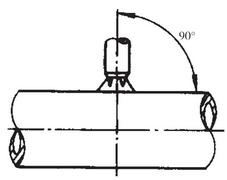
圖5-52 氣割氧流的位置
當切割到水平位置時,應關閉切割氧調節閥,再將割嘴移到鋼管的下部,按照上述操作方法,沿圖5-51(b)中切割方向Ⅱ繼續氣割。
氣割過程中,要時刻注意切割氧流必須與鋼管的軸線垂直,如圖5-52所示,切不可偏離切割線,否則將影響切口的質量。
贊 0











