
焊接時,在兩電極之間通過空氣的電離,產生連續持久而強烈的放電過程,空氣因電離而變成良好的導體,因而產生電弧。
焊接電弧由陰極區、陽極區、弧柱三個部分組成,如圖1-3所示。
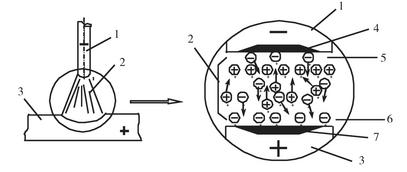
圖1-3 焊接電弧的構造
1—電極;2—弧柱;3—焊件;4—陰極輝點;5—陰極區;6—陽極區;7—陽極輝點
(1)陰極區。在陰極區的陰極表面有一個明亮的斑點,稱為陰極輝點。電子就是從陰極輝點發射出來的。這個區的尺寸很小,它的厚度只有萬分之一毫米左右。從陰極輝點發射出來的電子,受到陽極吸引,很快離開陰極向陽極移動。電弧中被電離的陽離子也受到陰極的吸引向陰極移動。但陽離子的質量比電子大,活動速度較小,所以在陰極表面每一瞬間陽離子的濃度都比電子的濃度大得多,使陰極表面附近的空間形成了一層陽離子層。
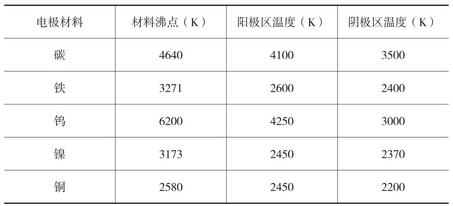
陰極溫度的高低主要取決于陰極的電極材料,一般都低于陰極金屬材料的沸點,見表1-1。此外,如果增加電極中的電流密度,陰極區的溫度也可以相應提高。
表1-1 陰極區和陽極區的溫度
(2)陽極區。在陽極區的陽極表面有一個明亮斑點,稱為陽極輝點。陽極輝點是由電子對陽極表面的撞擊而形成的。由于電子的質量小,運動速度大,電子在陽極表面附近聚集的濃度比陽離子在陰極表面附近聚集的濃度相應要小。但陽極區的厚度與陰極區的厚度相近。
陽極區的溫度與陰極區的比較,在陽極和陰極材料相同時,陽極輝點溫度略高于陰極輝點。另外,陽極和陰極的溫度與焊接工藝方法有關,鎢極氬弧焊時陽極溫度高于陰極溫度;熔化極氬弧焊時,陽極溫度低于陰極溫度。
(3)弧柱。弧柱是處于陰極區和陽極區之間的區域。它是電子和陽離子的混合物,也有一些陰離子和中性微粒。弧柱的溫度由于不受材料沸點的限制,通常高于陰極輝點和陽極輝點的溫度。弧柱中心溫度可達6000~8000K。
電弧電壓是由陰極區電壓(U陰)、陽極區電壓(U陽)和弧柱電壓(U柱)三部分組成。即當弧長一定時,電弧電壓=U陰+U陽+U柱。
由于陰極區和陽極區的電弧長度方向很小,可視二者之和為一定值a。則
U弧=a+U柱=a+bl柱
式中b——單位長度的弧柱電壓,一般為20~40V/cm;
l柱——弧柱長度。
由此可見,電弧電壓與弧柱長度成正比。
二、焊接電弧的靜特性
1.電弧的靜特性的意義
在電弧長度一定時,電弧燃燒電壓與焊接電流之間的關系稱為電弧靜特性。表示它們關系的曲線稱為電弧的靜特性曲線。
焊接電弧是焊接回路中的負載,它起著把電能轉變為熱能的作用,在這一點上,它與普通的電阻有相似之處。但是,它與普通的電阻相比又有明顯的特點。
普通電阻通過電流時,電阻兩端的電壓降與通過的電流值成正比。根據歐姆定律,其比值基本是不變的,稱為電阻靜特性,如圖1-4中的虛線1所示。而焊接電弧在燃燒時,電弧兩端的電壓降與通過電弧的電流值不成正比關系,其比值是隨著電流值的不同而變化的,如圖1-4中的曲線2所示。
(1)ab段是在電流很小情況下的變化。電流小,電弧電壓增高;電流增大時電弧的溫度升高,氣體電離和陰極電子發射增強,所以維持電弧所需的電弧電壓就降低。
(2)bc段為在正常工藝參數焊接時,電流通常從幾十安培到幾百安培。加大電流只是增加對電極材料的加熱和熔化程度,電弧電壓卻不再隨著電流強度的改變而改變。
(3)當焊接電流從曲線c點繼續增加時,如果電極直徑仍然不變,則由于電極區電流密度過大,電極輝點受電極端面積限制而相對地比正常狀態有所壓縮,使電極區的電壓降增大,于是維持電弧所需的電弧電壓隨著焊接電流的增加而增加,形成曲線cd段。
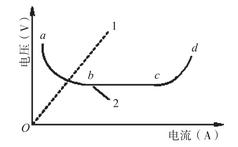
圖1-4 普通電阻靜特性與電弧靜特性
1—普通電阻靜特性;2—電弧靜特性
2.弧長變化對電弧靜特性的影響
自動熔化極氬弧焊和自動鎢極氬弧焊中,兩極間距離基本固定不變,所以弧長變化不大。手工鎢極氬弧焊或半自動熔化極氬弧焊中,均以手工操作運弧,所以弧長隨時變化。因此,電弧的靜特性曲線位置也隨之變化,但電弧靜特性曲線形狀基本不變。電弧拉長時,電弧靜特性曲線向上移動;電弧縮短時,電弧靜特性曲線向下移動,見圖1-5。
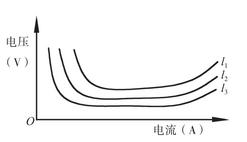
圖1-5 不同弧長對靜特性曲線位置的影響
l1—正常弧長;l2—拉長弧長;l3—縮短弧長
3.電弧靜特性曲線各區段的應用范圍
焊接時,電弧靜特性曲線中如圖1-4所示的b~d區段的任何一點均可使電弧穩定燃燒。氬弧焊中,隨著使用的電極類別不同,對電弧靜特性曲線各區段的選用也不同。
(1)鎢極氬弧焊。由于鎢極的使用電流小,電流密度也小,電弧受氣體的壓縮作用較小,故一般只用電弧靜特性曲線的水平區段(b~c區段)。
(2)熔化極氬弧焊。由于焊絲細,許用電流大,電流密度也大,同時氣流對弧柱起著強烈的壓縮和冷卻作用,故一般都用電弧靜特性曲線的上升區段(c~d區段)。











