手工鎢極氬弧焊設備,一般包括弧焊電源、控制系統、焊槍、供氣系統和水路系統等,見圖2-1,其中2-1(a)為普通手工鎢極氬弧焊,2-1(b)為手工鎢極氬弧焊自動送絲時的設備示意圖。
手工鎢極氬弧焊工藝流程如下:
1.焊接電源
手工鎢極氬弧焊和手工電弧焊一樣,需要具有下降特性的弧焊電源。因此,直流弧焊發電機、弧焊整流器及弧焊變壓器等,都可作為手工鎢極氬弧焊的弧焊電源。
在用交流弧焊電源時,必須解決以下兩個問題。
(1)引弧困難,電弧不穩。鎢極氬弧焊用弧焊變壓器時,存在著引弧困難和電弧不穩的問題,這就需要采用振蕩器和穩弧裝置,來達到引弧和穩弧的目的。
(2)直流分量的影響。交流氬弧焊的極性是不斷變化的,當鎢極為負時,強烈發射電子,電流較大,電弧電壓較低;反之,鎢極為正時,電流較小,電弧電壓較高。因此,正負半波的電流值不對稱。焊接電流可以看出是由兩部分疊加組成,一部分是真正的交流電,另一部分是直流電。通常把直流電部分稱為直流分量。直流分量的方向是從焊件流向鎢極,相當于焊接回路中存在著正極性直流電流,使電弧不穩,焊縫易出現未焊透、成形差等缺陷。目前,消除直流分量多采用串聯電容器法,它具有能使交流電順利通過而阻止直流電通過的特性。自動送絲焊槍如圖2-1所示。
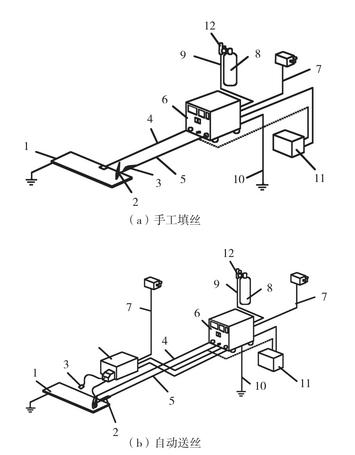
圖2-1 手工鎢極氬弧焊設備系統圖
1—焊件;2—焊槍;3—焊槍開關;4—輸出電纜;5—焊槍電纜;6—氬弧焊機;7—輸入電纜;8—氬氣瓶;9—氣管;10—接地電纜;11—冷卻水循環裝置(采用水冷焊槍時使用);12—減壓閥、流量計;13—自動送絲裝置
2.焊槍
手工鎢極氬弧焊用的焊槍主要由焊槍體、噴嘴、電極夾、焊接電纜、氣管、水管(小規范時可以不用)、按鈕開關等組成,其作用是夾持鎢極,傳導電流和輸送氬氣。
為使氬氣的保護效果良好,焊槍應是徑向進氣,出氣口采用圓柱形噴嘴,具有較長的導氣道或加有“氣篩”裝置,以使氬氣進入焊槍后,氣流減速,均勻鎮靜,從而減少渦流,保持層流,提高保護效果。噴嘴根據不同的施工條件有不同的規格。手工鎢極氬弧焊的焊槍種類很多,在定型產品中根據使用電流大小,有水冷式和氣冷式之分。常用的水冷、氣冷式焊槍,見圖2-2。手工TIG焊(自動送絲)的焊槍形式見圖2-3。
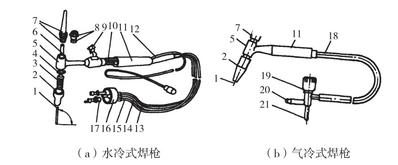
圖2-2 氬弧焊焊槍種類及構造
1—鎢極;2—噴嘴;3—導流件;4—密封圈;5—焊槍體;6—鎢極夾頭;7—蓋帽;8—密封圈;9—船形開關;10—扎線;11—焊槍把;12—插頭;13—進氣管;14—出水管;15—水冷纜管;16—活動接頭;17—水電接頭;18—電纜;19—氣開關手輪;20—通氣接頭;21—通電接頭

圖2-3 手工TIG焊(自動送絲)的焊槍形式
1—固定夾子;2—焊絲出口;3—送絲軟管;4—焊槍
3.控制系統
手工鎢極氬弧焊控制系統包括引弧裝置、穩弧裝置、電磁氣閥、電源開關、繼電保護及指示儀表等。通過控制線路實現對供電、供氣、引弧與穩弧等部分的控制。其控制程序見圖2-4。
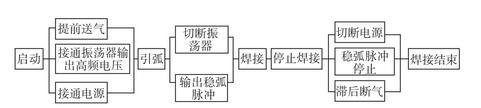
圖2-4 手工鎢極氬弧焊控制程序方框圖
4.水路系統
當焊接電流超過200A時,為了提高電流密度和減輕焊槍重量,必須對焊接電纜、鎢極和焊槍進行水冷。水路系統要求暢通無阻,并用水壓開關或手動開關來控制冷卻水的流量。水壓開關與電源連接,當水壓不足時,焊機不能啟動,只有水量充足,水壓開關才起作用。
5.供氣系統
氬弧焊供氣系統由氣瓶、減壓器、電磁氣閥、氣體流量計等組成。其作用是使鋼瓶內的氬氣按一定的流量,從焊槍的噴嘴送入焊接區。氬氣瓶可以用氧氣瓶代替,但必須進行清洗。氣瓶應涂灰色,并以綠色標有“氬氣”的字樣。流量計常用的是玻璃轉子流量計,也可采用減壓器和流量計一體的浮標式流量計,其流量調節范圍有0~15L/min和0~30L/min兩種,可根據實際需要來選用。