
一、鎢極氬弧點焊工藝與操作技巧bjm
鎢極氬弧點焊是用焊槍端部的噴嘴將被焊的兩塊母材壓緊,然后靠鎢極和工件之間的電弧將上層工件熔穿,再將下層工件局部熔化并熔合在一起,凝固后即成焊點。鎢極氬弧點焊的原理示意圖見圖2-76。將握住的焊槍頂壓牢兩塊搭合在一起的板件,采用高頻引弧,焊接過程與鎢極氬弧焊類似,一般不加填充焊絲。鎢極電弧在氬氣保護下,將上一層板熔穿,再將下板局部熔化,從而使兩板件形成連接的焊點。電弧、鎢極和熔池均為惰性氣體保護,受外界氣流的干擾較小,且鎢極與工件的距離保持不變,即弧長近于恒值,保證了各焊點的質量穩定。
噴嘴壓緊工件是使工件連接處不出現過大間隙,并能保持弧長穩定,噴嘴由金屬制成,端部有供氬氣流出的小孔。鎢極氬弧點焊可焊接各種薄板結構與較厚材料的連接,主要用于焊接雙層金屬板,也可以多層疊接,以及襯里的焊接。可焊材料目前主要包括低合金鋼、不銹鋼、鋁、鈦或鈦合金等。
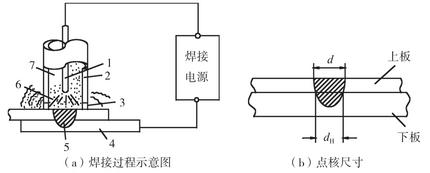
圖2-76 鎢極氬弧點焊示意圖
1—鎢極;2—噴嘴;3—出氣孔;4—焊件;5—焊點;6—電弧;7—氬氣;d—焊點直徑;dH—點核直徑
與電阻點焊相比,鎢極氬弧點焊有如下特點。
①可從單面進行點焊焊接,方便靈活,特別適合于只能從單面接近的接頭的焊接。
②更易于點焊厚度相差懸殊的工件,并且可進行多層疊加板材的點焊。
③焊點尺寸易于控制,焊接強度可在較大范圍內調節。
④需施加的壓力較小,無須加壓裝置。
⑤設備費用低,耗電量較少。
⑥無接觸點焊的分流現象,焊點間距不受限制。
鎢極氬弧點焊的缺點主要是焊接速度與電阻焊相比較慢,焊接費用(人工費、氬氣消耗等)較高。
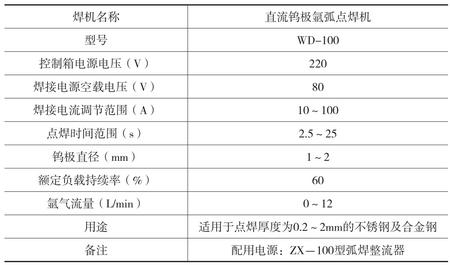
鎢極氬弧點焊所用的設備與普通鎢極惰性氣體保護焊設備的區別在于控制系統和焊槍結構。鎢極氬弧點焊的控制系統除了能自動確保提前供氬氣、通水、引弧外,還具有焊接時間控制、電流自動衰減和滯后斷氬氣等功能。焊槍通常制成帶按鈕和便于對焊件施壓的結構,根據容量和負載持續率的大小,制作成水冷或氣冷形式,采用金屬噴嘴與焊槍內導電部分絕緣。普通的手工鎢極氬弧焊設備中增加一個焊接時間控制器及更換噴嘴,也可以充當鎢極氬弧點焊設備,如圖2-77所示。鎢極氬弧點焊機技術參數示例,見表2-12。
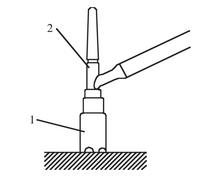
圖2-77 普通焊槍更換噴嘴進行點焊
1—點焊噴嘴;2—普通氬弧焊槍
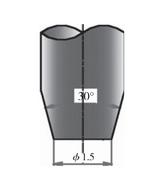
圖2-78 氬弧點焊時的鎢極形狀與尺寸
表2-12 鎢極氬弧點焊機技術參數
影響焊點金屬強度的主要因素是點核直徑,而影響點核直徑的工藝參數是電弧長度、焊接電流和點焊時間、鎢極末端形狀、裝配間隙等。
(1)電弧長度。電弧越短,熔深越大。焊點的截面一般呈圓柱形,點核直徑dH接近焊點直徑;電弧越長,熔深越淺,此時焊點直徑變成圓錐形,上大下小,點核直徑dH變小,此時熔池會過熱并可能產生咬邊;電弧太短時,母材膨脹后會接觸鎢極,造成焊縫污染。因此當點焊的上板較厚(2~3mm)時宜采用短弧點焊。
(2)焊接電流和通電時間。目前在TIG點焊中最常用的仍是高頻引弧,主要是通過調節電流值和電流持續時間控制焊點尺寸,焊接電流和通電時間決定了焊點的熱輸入,兩者增加都會使點核直徑dH增加,但兩者過大容易引起燒穿或焊點過熱,如當點焊電流和點焊時間過大,板厚0.5mm的薄板極易燒穿,而板厚3mm時容易造成液體金屬噴濺。
(3)鎢極末端形狀。鎢極氬弧焊點焊一般采用鈰鎢極,當末端形狀采用圓錐尖頂狀,則點焊直徑d增加、熔深淺;而采用圓錐尖頂狀,則d減小、熔深大。因此,點焊中一般推薦采用鎢極末端圓錐角為30°,平頂直徑為1.5mm,如圖2-78所示。
(4)裝配間隙。通常鎢極氬弧點焊由于手工加壓,故對上下板間隙要求很嚴,需要焊接的上下板之間最好沒有間隙,否則會出現焊點凹陷、點核直徑減小或液態金屬流向周圍縫隙,使得與下板不易熔合。例如上板厚為2~3mm的不銹鋼,其間隙不得大于0.3mm,如果大于0.3mm,焊點表面下凹,點核直徑減小,熔深減少,導致焊點強度急劇下降。當間隙大于0.5mm時,液體金屬流向周圍縫隙,下板幾乎不熔化,不能形成焊點。
(5)氬氣流量增加,電弧直徑變小,氣流冷卻作用增大。在這兩種因素共同作用下,焊點熔深基本不變,但焊點直徑減小;當流量增大到一定數值后,冷卻作用增強,熔深反而減小;當流量很大時,液體金屬被氣流吹向熔池四周,焊點直徑增大。
(6)鎢極氬弧點焊可能出現的問題是弧坑裂紋和焊點凹陷,為了防止表面過渡凹陷和產生弧坑裂紋,點焊結束前使電流衰減或者進行二次脈沖電流加熱,當焊點強度要求嚴格時,可向熔池輸送適量的填充焊絲。但弧坑裂紋的產生與材質關系很大,例如焊接18-8型不銹鋼,若焊點為純奧氏體組織,或者鐵素體的體積分數低于5%,就容易出現弧坑裂紋(星形熱裂紋),特別是有縮孔時,熱裂紋傾向更大,因此應選擇Cr/Ni>1.9的不銹鋼母材。
(7)焊接既可采用直流正接,也可用交流電源輔加穩弧裝置,通常都用直流正接,因為它比交流可以獲得更大的熔深,可以采用較小的焊接電流(或者較短的時間),從而減少熱變形和其他的熱影響。
(8)引弧通常采用高頻引弧或誘導電弧引弧。高頻引弧即依靠高頻高壓擊穿鎢極和工件之間的氣隙而引弧。誘導電弧引弧是先在鎢極和噴嘴之間引起一小電流(約5A)的誘導電弧,然后再接通焊接電源。誘導電弧由一個小的輔助電源供電。目前最常用的是高頻引弧。
(9)點焊時,焊工操縱焊槍落點要準,支撐噴嘴與焊件要齊平接觸。
表2-13為不銹鋼(1Cr18Ni9Ti)鎢極氬弧點焊(直流正接)的焊接參數。
表2-13 不銹鋼(1Cr18Ni9Ti)鎢極氬弧點焊焊接參數
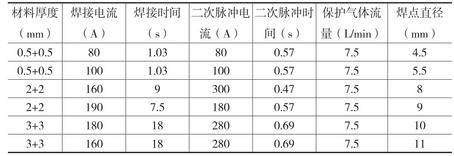
注:1.加入二次脈沖電流前電弧熄滅一段時間。











