窄間隙焊接是焊接厚板的一種高效率、高質量焊接技術。其主要特征是采用通常的自動電弧焊方法,對厚大焊件采用I形坡口和小的或中等的線能量進行多層焊,具有節省焊件坡口加工費用、提高勞動生產率、改善焊接接頭質量、節約金屬和電能消耗等優點。
目前在焊接生產中熔化進窄間隙熔化極氬弧焊使用最廣泛,因為它具有明弧、不需清渣、生產率高、可對環縫進行連續焊接等優點,不僅可以焊接碳鋼和合金結構鋼,也可用于焊接鋁合金。圖3-30為窄間隙焊接接頭與普通焊接接頭坡口示意圖,圖3-31為窄間隙熔化極氬弧焊示意圖。
根據所選焊絲粗細和焊接線能量大小可將熔化極窄間隙氬弧焊分為細焊絲窄間隙焊接和粗焊絲窄間隙焊接兩種。
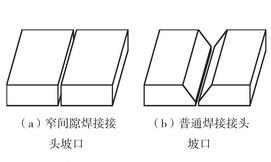
圖3-30 窄間隙焊接接頭與普通焊接接頭坡口示意圖
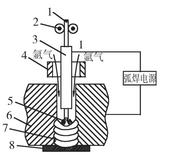
圖3-31 窄間隙熔化極氬弧焊
1—焊絲;2—送絲輪;3—導電桿;4—保護罩;5—電弧;6—焊件;7—焊縫;8—襯墊
一、細焊絲窄間隙焊接工藝
這種方式采用的焊絲直徑為0.9~1.2mm,坡口間隙為6~9mm。由于電弧功率小,輸入焊件的線能量低,這對于控制熔池與焊縫金屬成分、減小焊縫體積與焊接應力變形、改善焊道之間的預熱與回火作用均較為有利。所以在焊接大厚度高強鋼方面得到應用。為了提高生產效率,通常采用雙絲或三絲,焊絲間距為50~300mm,每根焊絲有單獨的送絲系統、控制系統和焊接電源。
細絲窄間隙焊多采用富氬氣體保護,如Ar+CO2混合氣體,即采用MAG焊,由于二氧化碳含量過多會增加金屬飛濺,所以一般二氧化碳含量不大于20%,焊接時應合理地選定焊接工藝參數和保證合適的匹配關系,以保證獲得穩定的電弧和熔滴過渡特性。
在細絲熔化極窄間隙氬弧焊時,為了保證兩側壁熔合良好,通常采用各種工藝措施,以達到使電弧沿坡口寬度方向擺動或旋轉的目的,生產中的工藝方法主要有焊絲變波浪形窄間隙MAG焊、麻花焊絲窄間隙MAG焊、折曲焊絲式窄間隙MAG焊、肘擺式窄間隙MAG焊和高速旋轉電弧窄間隙MAG焊。
焊絲變波浪形窄間隙MAG焊(圖3-32)是向坡口寬度方向連續送入波浪形彎曲焊絲,從而使電弧擺動,再依靠焊接電源、氣體壓力來控制焊道表面形狀;麻花焊絲窄間隙MAG焊(圖3-33)是利用兩根繞在一起的焊絲(麻花焊絲)使電弧進行旋轉運動,這樣就可以防止坡口側面產生為焊透。
折曲焊絲式窄間隙MAG焊(圖3-34)把普通焊絲送進相當輥輪部位的一對特殊形狀的齒
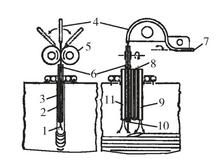
圖3-32 焊絲變波浪形窄間隙MAG焊
1—焊絲;2—焊槍;3—坡口;4—擺動板;5—送絲輪;6—導電管;7—焊絲進口;8—冷卻水;9—后噴嘴;10—導電嘴;11—前噴嘴
輪,這對齒輪不但能使焊絲變成所要求的形狀,并使焊絲成彎曲變形,從而可使焊接電弧向坡口兩側方向高速擺動,因而使坡口兩側能夠完全焊透;肘擺式窄間隙MAG焊(圖3-35)是使細焊絲(φ1mm或φ1.2mm)在送絲過程中“彎曲”,在進入焊槍之前按
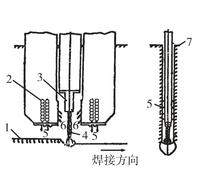
圖3-33 麻花焊絲窄間隙MAG焊
1—焊道;2—插入式保護噴嘴;3—導電管;4—麻花焊絲;5—外保護氣體;6—內保護氣體;7—工件

圖3-34 折曲焊絲式窄間隙MAG焊
1—導電嘴;2—母材;3—輔助氣體保護噴嘴;4—焊絲;5—成形齒輪
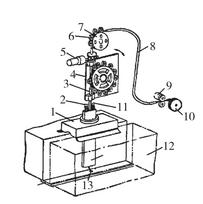
圖3-35 肘擺式窄間隙MAG焊
1—氣體保護箱;2—冷卻水;3—導向管;4—環板;5—電弧擺動電動機;6—支撐輥輪;7—彎曲輥輪;8—軟導管;9—送絲電動機;10—焊絲盤;11—保護氣體;12—焊槍;13—焊絲;14—母材;15—墊板
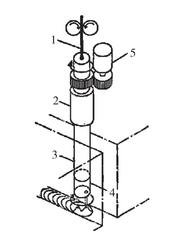
圖3-36 高速旋轉電弧窄間隙MAG焊
1—焊絲;2—軸承座;3—導絲嘴;4—導電嘴;5—旋轉電動機
彎曲的曲率送入環形機構,再通過噴嘴使焊絲的指向固定,依靠環形機構往復運動(焊槍不動)來擺動電弧,達到坡口兩側或底部角落處被電弧熔化,避免出現未焊透的情況。
高速旋轉電弧窄間隙MAG焊(圖3-36)的焊絲從導絲嘴的中心送入,依靠導電嘴的偏心孔使焊絲偏心送進。導絲嘴由軸承支持住,并借助一電動機使其按同一方向高速旋轉。因此,焊絲端部的電弧以導電嘴孔的偏心量為半徑在熔池上方旋轉。
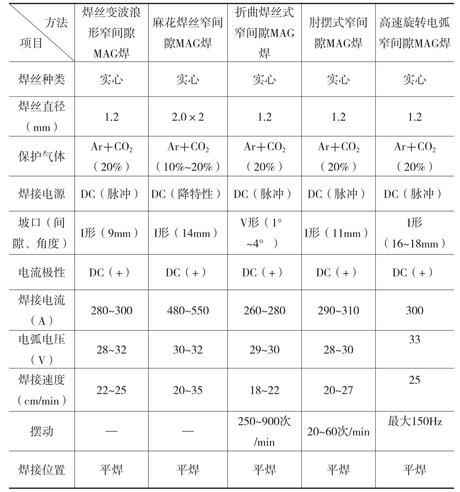
這些工藝方法的焊接規范參見表3-10。
表3-10 不同工藝的MAG窄間隙焊的焊接規范
二、粗焊絲窄間隙焊接工藝
粗焊絲窄間隙熔化極氬弧焊采用焊絲直徑2~4.8mm,坡口間隙通常為10~15mm。由于使用粗焊絲,導電嘴可不伸入到坡口間隙內,這樣造成了焊絲外伸長度較長。為了保證焊絲對中并實現單道多層焊,必須采用能精細校正焊絲挺直度的校直機構,同時保持焊絲外伸長度不變。
粗焊絲窄間隙熔化極氬弧焊可采用大電流,從而能進一步提高窄間隙焊的生產效率。一般焊接時也采用富氬氣體,即MAG焊。在采用直流反接時,焊絲熔化呈噴射過渡,可獲得較大熔深,但焊縫成形系數小,產生裂紋傾向大,通常采用直流正接或脈沖電流來焊接。直流正接時焊絲熔化呈細滴過渡,熔深比直流正接小,產生結晶裂紋傾向減小。同時,為避免焊縫出現裂紋,還必須嚴格控制焊絲化學成分與焊接工藝參數。由于這種方式采用焊接電流大,并要受焊絲外伸長度的限制,所以通常只用于在平焊位置焊接厚度小于40mm的低合金結構鋼焊件。